Note:- These originally appeared in a series of articles in the US-based " Antique
Air-Cooled Yamaha Two-stroke club newsletter". It has been translated into XHTML by Geo of K.G.B. of T & T. with the
permission of the author
If Part 1 is a fuzzy this is a good time to review it; use the link to Part 1 above if need be.
The main points from the first article were to identify the source of heat related power loss in a two stroke engine, to identify the cause, to define what the squish band is and how it works, to identify what the physical effects are and how to spot them on a piston that had been in service and to propose a solution to remedy detonation and the heat that accompanies detonation.
I also left you with some "homework." In order to reap the benefits of a properly working squish band, I asked you to think of a way to remove an extra .005-.010" after all the easy solutions had been done. Homework is now due!
More History
As we were looking for our solution at that time (1980's), we were also experiencing head gasket leakage that was proving to be a problem to solve. We were torquing the head in several small steps, lapping the head and any other manner of preventative maintenance that we could think of. We had the best luck coating the head gasket ring with spray Copper Coat that one can get in an auto parts store. This was the longest lasting solution.
Even though, after 10 races or so, a telltale weeping of oil was found at the gasket area. The only reason that we could think of involved the design of the RD350 gasket and the fact that material had been removed from the head when it was cut to up the compression. We felt that the removal of the metal had reduced what could be called the "I beam" section of the head.
This refers to the fact that if the head were to be sawed in half vertically through the head bolt holes, one would see a definite thickness to the metal. Any reduction of this material would weaken the head's ability to resist deforming from a straight sealing surface. To make matters worse, the very design of the head gasket, although probably chosen to increase sealing pressures, was promoting the bending of the head as the bolts pull the head down away from the gasket.
Think of 12 ft. long piece of 2x4 resting on a brick and then have a person stand on either end to help get a mental picture of what was happening.
Help From Big Brother
Fortunately, a solution was already available in the form of the RD400 head gasket. Apparently, Yamaha may have noticed that the 350 style gasket was weak in this area and had updated it for the 400 series. The C-D-E series gasket was simply a .020" sheet of copper that had a much greater surface area, encircling the head bolt holes and protruding out between the head bolts. This helped reduce the "brick and the board" problem.
All that was needed to bring about this change was to lathe the top of the barrel until a smooth surface for the gasket was made and to add a couple of "pips" for what the 400 gasket uses to locate itself to the barrel. But we originally only wanted to remove .005-.010" and the change from the 350 gasket (.040") to the 400 gasket (.020") reduced the squish by .020". This was .010" too close for comfort.
Well, now we need to put .010" of the step we had originally removed way back when back into the head! This is the nature of experimentation. One change here adds up to two changes somewhere else. But this could be done as we already had the tool that we used to turn the heads in the first place.
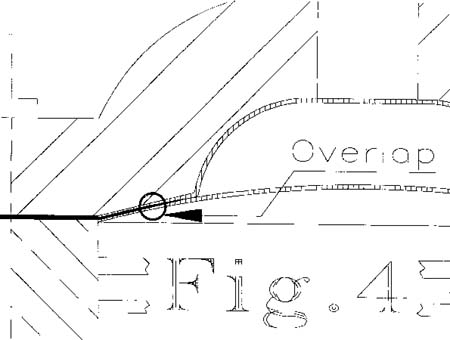
There is only one area to worry about that may not be so obvious: be sure that the OD of the step is great enough to accommodate the largest bore you expect to use. At the time, 65mm was the largest bore the bike would probably see, so the OD was set at 65.25-65.5 mm. The final form of this step would best be shown by Figure 4..
Note that the two boundary layers we talked of in part one now overlap as represented by the darker area circled. This is what a squish band is supposed to look like. The charge that clings to the piston and head surfaces are cooled to below the autoignition point and the charge is being "squished" back to the center of the chamber in a turbulent, fast burning mixture. By closing things up like this, detonation is reduced and the underside of the piston will once again begin to reflect the reduction of heat being pumped into the crankcase. Of course, if there is a reduction in heat below a useful point, couldn't we once again up the compression to take advantage of this? Yes, but we're getting ahead of ourselves now. The tool needed to turn the head is shown in Figure 7., "Cylinder Head Turning Tool".
The proper sized solder to check the squish clearance is 22 gauge, which is about .039" thick. A dab of grease in four places on the crown of the piston is used to hold the solder in place. I like to use the four corners next to the head bolt holes. The piston should be about 10 mm down from the top and the solder should be about 15 mm long. Bolt the head onto the barrel. When everything is in place, turn the engine over with the bolt that holds the alternator rotor on. You should feel a slight drag as the solder is crushed. Remove the head and remove the solder being careful to note which piece came from what place. When you measure the solder, you may note that something is not right: The pieces that were close to the exhaust side may measure .040" and the pieces that were close to the rear of the cylinder may measure .020".
Now What's Going On!?
What's going on here? Didn't we just go through all these flaming hoops to figure what all had to be done to get to .030"? And now we have two DIFFERENT measurements!?
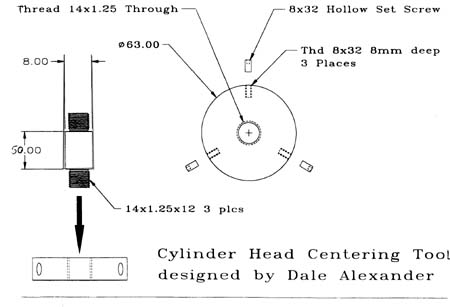
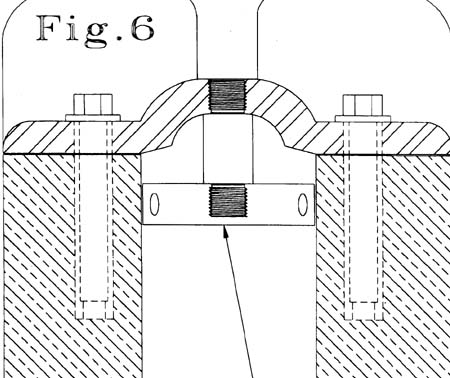
Ahhh! That was on paper and we have just stumbled onto another of the RD series design flaws. Put the head back on loosely and see how far it will move front to back. Quite a bit, yes? By doing this, aren't we also moving the squish band closer/farther away from the piston? Indeed we are. What we need is some way to locate the head to the barrel and keep it centered as well. Not a problem. Look at the second tool drawing and note that it is a "Cylinder head Centering Tool". This tool works by locating the head in relation to the spark plug hole and the barrel. The hollow set screws are set equally to the bore size and then the head and the tool are placed into the barrel and tightened up. See Figure 6.
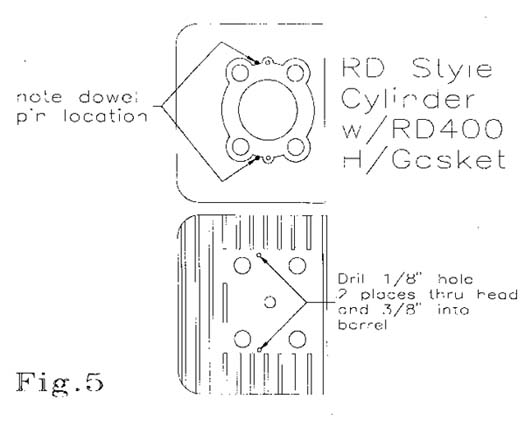
Now the head is centered. Use a 1/8" "gun drill" which is simply a very long drill bit and drill down between the fins through the head and into the barrel. Don't go more than about 5-7mm, you just need enough to hold a dowel pin. Do this twice for each head. See Figure 5 Don't be concerned about being exact. You don't want to be close as this will insure that the head is a custom fit for its barrel and it can't be swapped accidentally with the other. A 1/8" dowel of any type can be used as a locating dowel. Glue it to the barrels so it won't be prone to falling into the engine when the head is removed. Bolt everything back up with the solder and NOW the clearance readings will be more consistent front to back. Adjust clearance as needed!
Well, now we're getting into some good stuff! In the next part, I'll introduce you to yet another tool for engine work as we are going to tackle this problem from another side. In addition, I will be getting into some ceramic coatings for cooking. Straightways, not pot roasts! Enjoy!!!