Note:- These originally appeared in a series of articles in the US-based " Antique
Air-Cooled Yamaha Two-stroke club newsletter". It has been translated into XHTML by Geo of K.G.B. of T & T. with the
permission of the author
If you missed the 1st part:- go here
If you missed the 2nd part:- go here
The Art of Squishing Things Till They Give (Power), Part 3
Well, we've got a motor now that runs better than most others out there and all that we have done is close up the squish clearances to a proper value and eliminate a bothersome head gasket leak. Is there anything else that can be done? Yes, there is an even easier method of sealing the head.
After using the RD-400 style head gasket for an extended period of time, something on the order of a season of racing (in California at the time, this was 18 to 20 races), it was found that the 400 gasket would begin to leak too. And servicing the head/barrel/gasket was a bit of a bear as the hardened copper coat was difficult to remove. I was also racing a TZ-250D at the time and noted that the silicone rubber O-rings did a very good job of sealing the water jacket and the combustion gases on the water pumpers. The TZ-750 had the same set up only for a 66mm bore. Boy, that's really close to the RD bore, especially if one is using 66mm pistons in the race engine. I discussed the idea of using the TZ-750 inner sealing O-ring with a friend of mine who was also racing RD's as well. We didn't know if the ring would stand up to the heat of an air-cooled engine but at times, the only thing one can do is just go ahead and try something. After all, what can happen? An instant seizure? Racing is full of that stuff, so no big deal.
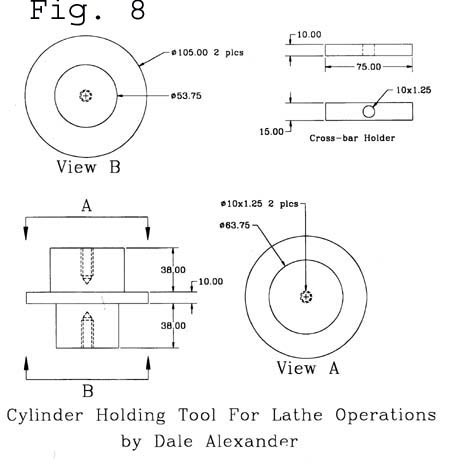
So the decision was made to go ahead. As far as I knew at the time, no one had used an O-ring for the sealing of an RD before, so now we were in new territory. A new tool had to be devised that would hold the barrel true enough to allow the barrel to be turned on a lathe to cut an O-ring groove. Figure 8shows what was used for the tool.
The tool was just barely smaller in o.d. than the 64mm stock bore and could be shimmed up to match any other bore that was used for piston oversizes. The opposite end was made to be used for the 54mm bore used on RD-250's so that any cylinder in the most popular RD sizes could be trued up.
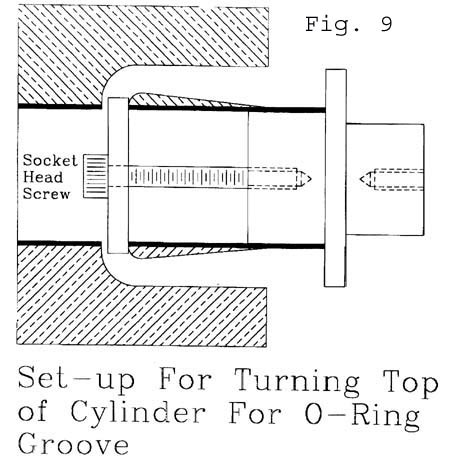
The larger step is what the cylinder rested while a "Tee" bar inserted into the transfer ports and screwed down into the tool held everything together. Figure 9 shows what the tool looks like installed and ready to turn the O-ring groove in the top of the barrel. The tool could also be inserted into the top of the cylinder to first true the spigot of the barrel so that the head surface would run true when the O-ring groove was cut
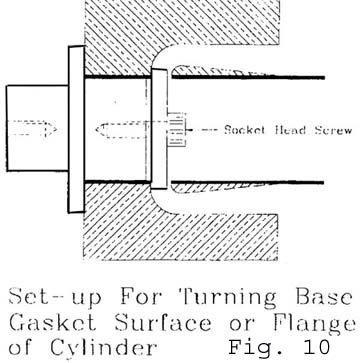
. The tool could also be used to true up the base gasket surface if it was really knackered. This would help to promote a good bore job as the base surface is the part of the cylinder that boring bars use to find the centerline of any hole. Figure 10 shows what the tool looks like installed and ready to turn the base/bottom surface or flange of the barrel.
Oh great! So now were going to run an O-ring and this combination will eliminate yet another gasket. But now the step in the head has to be an ADDITIONAL .020" deep. Remember what I said about the nature of experimentation? One step forward...two back. By now, one full millimeter of gasket has been pitched in the circular file never to be seen again and the head is beginning to pick up a sizable step in it again. Fortunately, this is not a major concern because the dowel pins are now holding the head in proper register as never possible with a stock set-up. The O-ring groove dimensions have to be adhered to very closely as they will affect the way the O-ring performs and the best place that I can suggest to get the proper values would be any bearing house. All offer O-ring materials and because of this fact, they can help with the proper size of the groove. Just measure the TZ-750 O-ring and use a bearing house size that is as close as possible. This should do the trick nicely. One other caveat...you may have to grind your own tool bit to use. If this sounds like it may be a little over your head, take your local machinist out to lunch to soften him/her up before you ask for this favor! One last note: after setting up the engine like this, I never suffered a leak in this area or had to replace the head gasket again. Good stuff.
Now We Start To Cook
All right! The squish is good, the compression is up, the head gasket doesn't leak, the bike runs HARD long into a race. What ELSE can be done?
I like to mention to people that if one would like to see what the most current state of the art in engine technology is, then look to auto racing. This is true because a lot of very sharp people race against each other every weekend for a lot of money and this tends to bring the best ideas to the fore-front quickly (and believe me, the best ideas out in the bike racing world are dated at least 5 years). One of these ideas in the early 80's was Heat Barrier Coatings: Ceramics.
I learned of ceramic coatings one evening in the shop of Harry Hunt's Racing . Roland Cushway was inspecting the top end of the shops TZ-250. Peeking over his shoulder I noticed that the crown of the new piston going in was green. When asked, Roland explained that the company that was coating their aluminum brake discs were trying out ceramic coating in hi-heat applications and that Roland was playing around with them on the pistons. He felt that they were allowing a higher compression and that the engine was running harder at the end of the race. This, of course was true as the coating was reducing the amount of heat that was passing through the piston into the case as we have previously talked about in this article. He had also observed that the coating nearest the edge of the piston was prone to cracking and he didn't know if it was from detonation(which had become harder to read on the coated piston) or if the piston was rocking in the bore allowing the coating to contact the cylinder slightly and shock it. Ceramic coatings are very tough and difficult to machine, but they don't stand up well to impact of any kind.
The coatings that Roland was using, as well as some of the popular coatings today are generally .005". This seemed like a very thin layer of material for the amount of heat it was being asked to insulate the piston from. I sent my pistons along to Roland's company for coating. When they returned, I removed the coating from the edges of the crown as Roland had suggested in an attempt to reduce the cracking problem. I checked the squish clearance and found once again that the step in the cylinder had to be modified(here we go again!). After running the bike for a practice day, the pistons were removed and the underside inspected and lo and behold, the dark area under the crown had been reduced in size just as I had hoped for. There had been a reduction in heat to the piston! We reduced the volume in the head to increase the compression pressure and went racing. Running harder-longer. Perfect.
A Better Way To Cook
About three years after this revelation, I found a new business in the local area that was offering ceramic coatings. When I spoke with the owner, I discovered that his previous job was with United Airlines and that his specialty was the application of ceramic and plasma coatings. I explained what we were doing and his response was that the ceramic coatings that we were currently using were not the proper choice for our needs. He took the time to make sure that I understood that although the .005" coating would provide some minimal gain, the proper coating was a three step process that was .020" thick. The need for three coatings was due to the fact that there wasn't any one coating that would stay physically attached to the piston as the crown grew from normal expansion. The most likely result of the combination that we were currently using would be that the coating would crack and possible de-laminate itself from the crown. Hey! Wait. Isn't that what was happening to the coatings that Roland was using? Boy. This guy was right on the money.
He explained that the first of the three coatings would grow with the piston while the second would grow at a rate more or less between the first coating and the top coating which was thermally stable. Think of a three piece pyramid with the crown growth represented by the broad base and the stable top ceramic coating represented by the apex. This should help you see what was being explained to me. After more modifications to the head, the combination was run and was the final culmination of all that was done in this area. When used with the 375 long rod combination and the proper porting, along with coatings in the exhaust and intake ports, the engine ran several six-hour endurance races as hard on the last lap as it did on the first.
It pays to understand what you are getting when you are looking around for power. At the time, Roland was up-to-the-minute given the info that he had. A few years later, when the technology had advanced, we could figure out what was happening earlier. Hindsight is always 20/20. When you're out on the edge and playing around, you find out quite often that changes affect all kinds of things: assembly clearances, reliability, heat, power, etc. In the mid '70's, 150 psi compression, 18.5 cc heads and power fall-off were the norm. At the end of the '80's, 175 psi, 20.5cc heads and power all day long were the result of looking around and playing with things. I don't know who said the more things change, the more they stay the same. In this history of the RD, things couldn't have changed too much more. Enjoy!!